粘贴(上海)实业有限公司
手机号:1300 260 1260




Cheshire网纹辊公司技术销售总监Sonia Arcos先生强调,标签加工商可以通过四个步骤来提升印刷质量
Cheshire网纹辊公司技术销售总监Sonia Arcos先生强调,标签加工商可以通过四个步骤来提升印刷质量。
第一步:选择合适的网线数
网纹辊的网线数是影响印刷质量的重要因素之一。我们的目标是尽可能使用更高线数的网纹辊来实现我们所需的色彩密度。这是因为更高线数的网纹辊意味着更均匀的油墨分布,这在印刷过程中至关重要。网线数决定了转移到印版上的油墨量。网线数越高,网穴排列越紧密。更小的墨点意味着更快的干燥,由此产生的网点扩大程度也会更小,这将为四色印刷提供更好的图像清晰度。

更高的网线数可确保更均匀的油墨分布
在为四色印刷作业选择网线数时,经验告诉我们,网纹辊的网线数应至少是印版加网线数的5倍。这个比例确保可以网纹辊的网墙能够充分支撑印版网点,防止网点浸入网穴中。
网线数的选择还与网穴容积有关。例如,如果印刷实地需要8 cm3/m2的网穴容积,那么网线数大约为400LPI。请参考Cheshire网纹辊技术的网穴容积图,为所选的网线数选择最合适的网穴容积。
高网线数唯一缺点是网穴容积变小。要想获得合适的颜色密度,就需要足够大的网穴容积,高网线数网纹辊的网穴容积对获得理想的油墨密度是一个挑战。
第二步:保持一致的网穴容积
均匀一致的墨量同样是彩色复制的关键,而网纹辊雕刻参数是控制印版墨膜厚度的关键。
墨膜厚度是油墨转移到印版上的体积,它决定了色强度和印刷质量。最高色强度、最薄的墨膜(同时保持色密度)是印刷质量最好的。如果没有足够的网穴容积,印刷颜色就变得很淡。另一方面,油墨过量会导致脏版或严重的网点扩大。
为了确定转移到承印物上的是最佳的油墨量,需要解决许多问题,如油墨的类型与粘度、所用印版的类型以及承印物的类型。为了系统地控制色彩和印刷质量,网纹辊雕刻的一致性至关重要。
影响网纹辊油墨转移的主要因素是网穴形状和雕刻几何结构。为了确保一致的墨膜厚度,网纹辊标准的深度与开口比应在30%左右。这将确保油墨从网纹辊网穴到印版实现良好、有效地释放。
网纹辊网穴的深度和开口比由网纹辊上网孔的深度决定。例如,如果网穴深度是30μm,开口是100μm,深度开口比则是30%。平均而言,30%的深度开口比可能会将网穴容积中20%的油墨转移到承印材料上。如果同样的网穴,深度是40μm,深度开口比是40%, 那么这个网穴仅能将其容积18%的油墨转移到承印材料上。
换言之,在给定的网线数下,网穴越深,转移到印版上的油墨百分比就越低。如果可能,建议使用深度开口比在30%—35%范围内的网纹辊。
第三步:网穴几何结构
如何确定网纹辊应该使用哪种雕刻结构?如表所示,决定油墨密度的不仅仅是网穴容积。更确切地说,是网纹辊上网穴的几何形状决定了到底有多少油墨可以转移到印版上。选择雕刻工艺时,墨膜厚度应是关注的重点。

确定在网纹辊上使用何种雕刻
该表的例子说明,使用两个不同的网穴容积可实现相同的墨膜厚度。那么,最终的印刷结果如何?色强度和网点扩大几乎相同。
网穴容积3.5 cm3/m2的网纹辊如何实现与网穴容积3.0 cm3/m2的网纹辊几乎相同的结果?1000线的网纹辊网穴雕刻更深,携带的油墨释放较少。这导致1000线的网纹辊和网穴容积更小的750线的网纹辊转移到印版上的油墨厚度相同,因为750线的网纹辊网穴较浅,可以释放更多的油墨。从本质上说,较浅的网穴可以实现更高效的油墨转移。
如果印刷商对所有的网穴要求都使用一致的深度开口比,那么转移到印版上的油墨百分比也相同。对新的颜色或新的订单来说,这会更容易确定使用哪种网纹辊更合适。
另一方面,使用不一致或过大的深度与开口比将带来比颜色匹配问题更大的挑战。雕刻较深的网穴内壁是粗糙的,网墙厚度不一致,并由此带来更多的变量,这会对印刷一致性带来更大的挑战。
在适当的深度开口比的前提下选择网线数可确保网穴均匀的几何形状,网墙更加一致,雕刻的网穴将有更长的使用寿命,印刷更加一致,更耐损坏。此外,清洁网纹辊也是一个挑战,保持深度与开口比在40%以下将使网纹辊更容易保养。
新的激光雕刻技术可以雕刻新的网纹辊,在相同或更高网线数的情况下,实现更大的油墨转移和更一致的网穴容积。其原因是,更好、更有效的网穴几何形状可以确保更高效的油墨释放。
下面的图片显示的是具有相同容积和深度开口比的雕刻网穴。左边是一个标准的60度六边形网穴。如果印版上的网点小于该网穴的开口,则新的网穴几何形状(如右侧的MaxFlo+)可以通过将水平方向网线数增加约40%来提供印版支撑。但是,为了保持适当的深度开口比,垂直方向的网线数已经减少,网纹辊上的网穴数量大致相同,但最终的结果是,这能为印版上更小的网点提供足够的支撑。
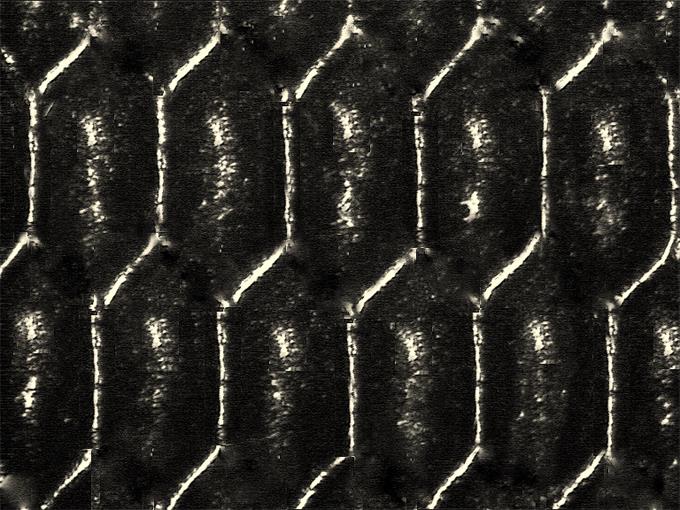
60度六边形雕刻网穴(左)和MaxFlo雕刻网穴(右)
第四步:定期充分的保养
确保网纹辊最佳性能的关键是实施预防性保养计划。这意味着不仅要确保网纹辊在每次使用后彻底清洁,还要跟踪其基本性能参数。
网纹辊的清洁至关重要,因为网穴脏污或堵塞会降低网穴容积,导致印刷或涂布的外观不均匀或图案不规则,从而降低网纹辊的性能。
为了确保可重复的结果,定期清洁是必不可少的。充分的清洁和维护将确保网纹辊保持最初的性能,并延长其使用寿命。
当网纹辊放入仓库储存时,网纹辊上任何碎屑或划痕都必须进行详细记录。
测试网穴容积,并采集数据,以便印前部门确认每根网纹辊都是100%准备就绪的。
通过采取适当的预防措施,严格执行清洁制度,加工商就会发现网纹辊的使用性能将得到大幅改善。

